Здравствуйте!
Вы пока не авторизованы на сайте.
Войдите на сайт или зарегистрируйтесь, чтобы добавлять свои материалы на сайт.
- Помощь: Регистрация на портале
Блоги




Новые технологии 3D-печати в промышленности О.Л. Фиговский 1, А.З. Штейнбок 2
1 Израильская ассоциация изобретателей, Хайфа. Израиль, figovsky@gmail.com 2 Израильская ассоциация изобретателей, Хайфа. Израиль; Колледж Шенкар, Рамат-Ган, Израиль, shteinbok.arkady@gmail.com «Солнце в нашей отрасли не заходит – оно открывает для нас новую фазу». Введение
В мире, где инновации – это главное, 3D-печать привлекает всеобщее внимание. 3D-печать, которая когда-то была нишевой технологией, разрушает традиционные производственные барьеры, сокращает отходы и поддерживает массовую индивидуализацию в различных отраслях промышленности. Новый отчет Европейского патентного ведомства (ЕПВ) подтверждает это наблюдение. За последние месяцы 2024 года в мире были сделаны новые разработки. Согласно исследованиям, эта технология применяется в ядерной энергетике в основном для производства оборудования для ядерной энергетики, поскольку она быстрее, гибче и дешевле, чем традиционные процессы. И этот последний момент особенно важен, потому что в настоящее время прибыль атомных электростанций продолжает падать из-за падения оптовых цен на электроэнергию, а 3D-печать может помочь им сократить расходы.
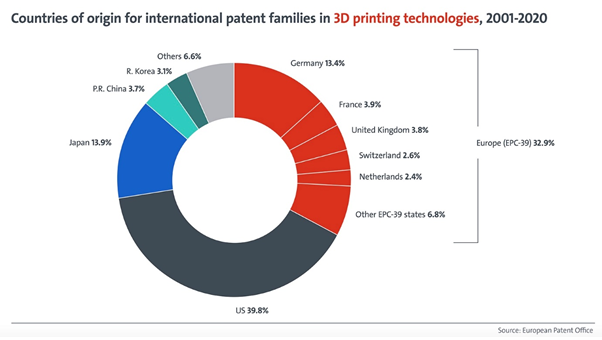
Рис. 1. Страны происхождения патентов в области технологий 3D-печати, 2001–2020 гг. Учитывая, что технология 3D-печати зародилась в США почти четыре десятилетия назад, неудивительно, что страна продолжает лидировать в этой преобразующей области. Исследование, озаглавленное «Инновационные тенденции в аддитивном производстве: патенты в технологиях 3D-печати», глубоко погружается в международные патентные данные и предлагает комплексную глобальную картину текущего состояния 3D-печати. Согласно отчету, США и Европа находятся на переднем крае инноваций в этой области. Вместе они составляют почти три четверти всех изобретений в области 3D-печати в мире, при этом лидируют США с 40%, а за ними следуют Европа с 33%. Приведём несколько примеров
Компания Siemens установила металлическое рабочее колесо для пожарных насосов на АЭС Крко в Словении. Китайский научно-исследовательский и проектный институт ядерной энергетики и Southern Additive Technology Co., Ltd. совместно инициировали проект по аддитивному производству корпусов высокого давления реактора ACP100 (3D-печать). Использование крупномасштабной технологии электромуфтовой 3D-печати позволяет точно реализовать интегральное литье крупногабаритных металлических компонентов со сложной структурой, открывая новый путь для высококачественного, высокоэффективного и недорогого производства оборудования для ядерной энергетики. После технической оценки характеристики изделий, напечатанных на 3D-принтере, могут быть выше или даже частично лучше, чем у кованых изделий. Производство ядерных топливных элементов – это высокоточное производство, сочетающее дизайн и обработку. Он имеет сложную структуру и требует перекрестного взаимодействия нескольких процессов. Компания China Nuclear North Nuclear Fuel Element Co., Ltd. (завод 202) использовала технологию 3D-печати с селективным лазерным плавлением для изготовления нижней части трубы автономного топливного прототипа CAP1400. Инновационный метод был разработан Стратегическим и технологическим центром ВВС США, занимающимся нетрадиционными способами обеспечения тактических потребностей военных. За его разработку отвечала команда из трех человек, которая решала задачу быстрой адаптации небольших БПЛА к различным условиям и запросам военной кампании. На изготовление шести дронов по новой технологии ушло 22,5 часа. «Малые БПЛА становятся боеспособным элементом новой войны, — сказал полковник Дастин Томас, член команды разработчиков новой технологии. — Однако, ВВС не могут быстро менять эти летательные аппараты на основании особенностей угрозы или оперативно использовать новые технологии, чтобы обеспечивать потребности определенных миссий. Наш проект призван найти способ изменить это». Для ускорения создания БПЛА широкого спектра действия военные инженеры воспользовались программой автоматизации, разработанной аэрокосмической компанией Titan Dynamics. Она проектирует корпус аппарата, учитывая параметры массы, энергии, габаритов и грузоподъемности, всего за 10 минут. Созданный программой код становится инструкцией для печати дронов на 3D-принтере. После этого БПЛА остается только собрать. Технология была впервые протестирована с некоторым успехом этой весной в Юго-Восточной Азии. После доработки ее показали на авиабазе Эглин во Флориде в рамках финальных полевых испытаний, где инженерам пришлось быстро изготовить, собрать и запустить шесть автономных БПЛА для различных задач. В частности, одним из дронов стал дрон-курьер массой 3,5 кг для доставки припасов на территорию противника. «Исторически ВВС относительно медленно адаптируют и тестируют эти технологии, и Эглин пытается изменить эту парадигму», — сказал полковник Томас. Учёные использовали живые клетки для новых материалов, которые могут расти, развиваться и реагировать на окружающую среду. Управляя такими клетками, появляется возможность вырастить их по заданной форме. Клетками печатали по шаблону, биочернилами, с помощью 3D-принтера. В последнее время исследователи разрабатывают живые инженерные материалы, полагаясь в основном на клетки бактерий и грибков в качестве живого компонента. Но у клеток растений — свои уникальные свойства, так что их также использовали для создания так называемых инженерных растительных живых материалов (EPLM). Однако материалы на основе растительных клеток до последнего времени представляли собой упрощённую версию структурно и ограниченную — функционально. Цзыи Ю, Чжэнгао Ди и другие специалисты задались целью разработать EPLM сложной формы, с генетически модифицированными растительными клетками, чьё дальнейшее развитие и свойства можно было бы настраивать. Учёные смешали клетки табака с микрочастицами желатина и гидрогеля, содержащими также бактерию Agrobacterium tumefaciens. Обычно этот микроорганизм используют для переноса определённых участков ДНК в геномы растений. Затем полученной смесью произвели печать с помощью 3D-принтера по форме — это была плоскость, покрытая избирательным образом другим гелем. Формы в неживом геле представляли собой сетки, снежинки, листья и спирали. Затем напечатанный гидрогель для прочности отверждали специальным синим светом. В течение последующих 48 часов внутри EPLM бактерии переносили ДНК в растущие клетки табака. Затем материалы промывали антибиотиками, чтобы убить бактерии. В последующие недели, по мере роста и деления растительных клеток в фигурках из EPLM, клетки начали вырабатывать белки и цвета по команде от привнесённой ДНК. Добавленная с бактериями ДНК побудила клетки табака производить зелёные светящиеся белки либо, как вариант, беталаины, то есть красные или жёлтые растительные пигменты, которые ценятся как натуральные красители и пищевые добавки. Через 24 дня цвета стали отчётливыми. Для этого в форме листка печатали двумя разными биочернилами. Один тип материала выработал красный пигмент вдоль «прожилок», а другой — жёлтый краситель на остальной площади листка. Таким образом исследователи показали, что их технология позволяет создавать сложные, пространственно контролируемые и многофункциональные структуры. Итак, разработанные EPLM сочетают признаки живых организмов со стабильностью и долговечностью неживых веществ. Создатели надеются, что новинка найдёт применение на неких клеточных фабриках для производства растительных препаратов, лекарственных белков или даже для экологичного строительства. Для этого в форме листка печатали двумя разными биочернилами. Один тип материала выработал красный пигмент вдоль «прожилок», а другой — жёлтый краситель на остальной площади листка. Таким образом исследователи показали, что их технология позволяет создавать сложные, пространственно контролируемые и многофункциональные структуры. Итак, разработанные EPLM сочетают признаки живых организмов со стабильностью и долговечностью неживых веществ. Создатели надеются, что новинка найдёт применение на неких клеточных фабриках для производства растительных препаратов, лекарственных белков или даже для экологичного строительства. Инженеры из США разработали инновационный метод 3D-печати VIPS-3DP, обещающий сделать аддитивное производство дешевле. Технология позволяет изготавливать объекты из одного или нескольких материалов, в том числе, из металлов, экономичнее и проще, по сравнению с современными аналогами. Разработчики, специалисты Университета Флориды, назвали свой изобретение «индуцированной паром трехмерной печатью с разделением фаз». Она основана на особых, экологически чистых полимерных «чернилах», в которые могут быть добавлены частицы металла или керамики. При печати в зону печати выделяется нерастворяющий пар, от которого жидкий компонент чернил застывает, превращаясь в твердое тело. Процесс этот позволяет инженерам печатать объекты из различных видов материалов с разным, заданным уровнем пористости. Созданные таким методом изделия будут востребованы в медицине и аэрокосмической промышленности. «Это многообещающий способ производства металлических изделий, требующих различного уровня пористости, — сказал Марк Сол-Грас, один из исследователей. — Хороший пример — искусственная костная ткань. Мы можем напечатать имплант с подходящей пористостью, чтобы он мог образовать одно целое с расположенными вокруг человеческими клетками». Помимо того, что метод VIPS-3DP требует меньше вложений в инфраструктуру, он расходует меньше электроэнергии и не использует материалы, загрязняющие окружающую среду. Изобретатели уже запатентовали свою технологию и получили финансирование от федеральных агентств, в частности, Национального научного фонда и Министерства энергетики США. Молодая американская компания Ursa Major, разработчик ракетных двигателей для ракет малого и среднего класса, подписала контракт с ВМС США на проектирование, изготовление и огневое испытание твердотопливного РД, созданного методом аддитивной печати. В случае успеха двигатель будет использоваться для производства зенитных управляемых ракет семейства «Стандарт» класса «корабль — воздух» средней и большой дальности. В рамках программы NEST ВМС США намерены разработать новый ракетный двигатель Mk 104 для ракет типа «Стандарт-2», «3» и «6». Этот двигатель славится долгим и трудоемким процессом производства, который давно требует упрощения. На фоне дефицита местных поставщиков Штаты испытывают нехватку в твердотопливных ракетных двигателях, и аддитивная печать могла бы стать решением этой проблемы. «Мы гордимся поддержкой ВМС и признанием Ursa Major доверенным партнером для разработки следующего поколения твердотопливных ракетных двигателей Mk 104, — сказал Джо Лауренти, основатель компании. — Наш новый подход к производству твердотопливных РД позволяет быстро производить высокоэффективные двигатели, увеличив объемы и снизив расходы на производство, чтобы восполнить критически важные потребности государства». Метод, получивший название Lynx, в честь созвездия Рыси, сочетает трехмерную печать с универсальной инструментальной системой, готовой выпускать твердотопливных РД без дорогих и длительных замен инструментов и переобучения системы. «В результате получился адаптивный технологический процесс, предназначенный для массового производства систем, быстрого переключения между моделями, оперативного выпуска надежных твердотопливных РД в большом объеме при возможности сотрудничества с отраслевыми партнерами по вопросам энергетики», — пояснил Лауренти. Твердотопливные РД с двигателями производства Ursa Major предназначены для военного флота, в частности, зенитных управляемых ракет «Стандарт-2» класса «корабль — воздух», баллистических ракет «Стандарт-3» и ракет увеличенной дальности «Стандарт-6» с активным самонаведением. По мнению Агентства противоракетной обороны США, это единственный летательный аппарат, способный перехватить маневренные гиперзвуковые ракеты. В 2022 году Ursa Major заявила о себе, представив два вида двигателей на замену российских РД-180 и РД-181, которые использовались на космических ракетах-носителях тяжелого класса. Исследователи из Массачусетского технологического института (MIT) разработали 3D-принтер, который может самостоятельно определять параметры печати для неизвестного материала. Это новшество позволяет использовать возобновляемые или перерабатываемые материалы, которые трудно характеризовать. Принтер модифицирован так, что может измерять плотность, давление и поток материала, а затем, основываясь на этих данных, автоматически генерировать параметры печати. Метод уже успешно протестировали на нескольких уникальных материалах. Группа исследователей из MIT, Национального института стандартов и технологии (NIST) США и Национального центра научных исследований в Греции представила новый подход к 3D-печати. Обычно для каждого нового материала параметры печати, которых около 100, приходится настраивать вручную. Это затрудняет использование устойчивых и переработанных материалов, потому что легче выбросить остатки нескольких полимеров, чем смешать их вместе и потратить много времени на настройку принтера. Новый 3D-принтер сам настраивает параметры, поэтому может работать с любым материалом, в том числе смешанным. Технология основана на модификации экструдера — ключевого компонента 3D-принтера, который отвечает за нанесение материала. К нему добавили несколько приборов. Тензодатчик измеряет давление, оказываемое на печатную нить полимеров, а датчик скорости подачи измеряет толщину нити и фактическую скорость, с которой она проходит через принтер. Эти измерения можно использовать для расчета 2 наиболее важных, но трудно определяемых параметров печати: скорости потока и температуры. Почти половина всех настроек печати в стандартном ПО связана с этими двумя параметрами. Полученные данные затем обрабатываются математической функцией в течение 20 минут, что в свою очередь позволяет определить оптимальные параметры печати. Затем их можно ввести в готовое программное обеспечение. Таким образом можно получить примерно 50 параметров из 100, которые обычно настраивают вручную. В экспериментах с 6 различными материалами, некоторые из которых были биологическими, метод автоматически генерировал жизнеспособные параметры. Их неизменно использовали для успешной печати сложных объектов. Метод масс-спетрометрии позволяет исследовать химический состав веществ, в том числе, в медицинских целях. Стоимость этих аппаратов измеряется в десятках миллионов рублей, так что обычно они имеются только в лабораториях, куда посылают образцы на анализ. Американские инженеры напечатали важный компонент масс-спектрометра — миниатюрный ионизатор. Если технология окажется работоспособной, она позволит обеспечить этим аппаратом всех, кто в нем нуждается. «Наша мечта — сделать масс-спектрометрию доступной. Каждый, кто болен хроническим заболеванием, требующим постоянного наблюдения, сможет иметь аппарат размером с обувную коробку, чтобы проводить анализы дома. Для этого оборудование должно стать недорогим», — сказал Луис Фернандо Веаскес-Гарсия, старший специалист из Массачусетского технологического института. Он и его команда сделали большой шаг в этом направлении, напечатав дешевый ионизатор, который, к тому же, работает в два раза эффективнее современных аналогов. Устройство длиной в пару сантиметров можно печатать пачками и интегрировать в масс-спектрометры при помощи методов автоматизированной сборки. Такая технология дешевле, чем производство обычных ионизаторов, которые часто требуют ручного труда, наличия чистой комнаты и дорогого оборудования для подключения к масс-спектрометрам. Помимо этого, 3D-печать ионизатора позволяет с высокой точностью контролировать форму устройства и использовать специальные материалы, повышающие производительность. Излучатель ионизатора изготовлен из металла методом впрыска связующего материала (binder jetting), который отличается высокой точностью и эффективностью. Порошкообразный металл вперемешку с полимерным клеем распрыскивается из сопла, создавая объект слой за слоем. Затем его нагревают в печи для испарения клея. Затем излучатели подвергают электрополированию и покрывают слоем оксида цинка, сообщая ему нужный уровень пористости для фильтрации и переноса жидких образцов. Оптимизация позволила повысить напряжение на 24%, по сравнению с современными версиями. Это выражается в два с лишним раза более высоком отношении «сигнал — шум». В ближайших планах команды — создать прототип, объединяющий ионизатор с фильтром для масс-спектрометра, который они напечатали недавно. Чтобы использовать при печати и медленно отверждающиеся гибкие полимеры, исследователи усовершенствовали 3D-печать, добавив лазерный сканер, который немедленно проверяет каждый напечатанный слой на наличие неровностей поверхности. Механизм обратной связи компенсирует нарушения при печати следующего слоя, вычисляя и корректируя количество печатного материала в реальном времени и с высокой точностью. Для демонстрации возможностей технологии исследователи напечатали роботизированную руку с костями, связками и сухожилиями, изготовленными из разных полимеров. Ее было бы невозможно создать из быстроотверждаемых полиакрилатов, которые традиционно использовали в 3D-печати. Сейчас мы используем тиоленовые полимеры медленного отверждения. Они обладают очень хорошими эластичными свойствами и гораздо быстрее возвращаются в исходное состояние после изгиба, чем полиакрилаты. Это делает тиоленовые полимеры идеальными для изготовления эластичных связок роботизированной руки, – Томас Бухнер, аспирант ETH Zurich и соавтор исследования. Европейские и сингапурские ученые разработали новый тип систем трехмерной печати. Они позволяют не только производить сложные металлические конструкции из разных металлов, но и управлять их внутренней структурой, придавая прочность – то, что тысячелетиями выполняли кузнецы в процессе ковки. Это позволит значительно сократить расходы энергии на изготовление металлических изделий, сообщила пресс-служба Кембриджского университета. «Мы выяснили, что лазер можно применять в качестве микроскопического кузнечного молота для обработки металла давлением при работе 3D-принтеров. Этот же лазер можно использовать для повторного плавления металла и релаксации его структуры – это готовит его к структурным изменениям, которые происходят, когда изделие помещают в печь. Мы ожидаем, что этот подход снизит расходы энергии при изготовлении деталей», – заявил ведущий автор работы, доцент Кембриджского университета Маттео Сейта. Как отмечают Сейта и его коллеги, помимо экономии на процессах производства, система позволит создавать конструкции, состоящие из слоев металла с разными свойствами, идеально подобранными для решения конкретных задач. Этот подход, по словам ученых, можно реализовать на любой системе 3D-печати металлами, оснащенной лазером или возможностью его подключения к устройству. Работой этого лазера управляет специально разработанный алгоритм. Он способен оценивать то, как лазерная обработка порошка из стали или других металлов будет влиять на механические свойства, структуру, пластичность и другие ключевые параметры будущего металлического изделия. Это позволяет задавать свойства металла примерно таким же образом, как это делают металлурги, периодически нагревая изделия, отбивая их кузнечным молотом и охлаждая их. Для этого, как обнаружили физики, достаточно переплавлять при помощи лазера часть слоев изготавливаемых конструкций и сразу же покрывать их новыми слоями порошка из металла, часть которых также впоследствии переплавляется. В результате этого внутри изделия образуются зерна из металла, которые соединяются и приобретают нужные свойства при кратковременном помещении готовой детали в кузнечную печь с относительно низкой температурой. Опираясь на этот подход, ученые изготовили несколько деталей при помощи созданного ими трехмерного принтера. Последующие механические испытания и анализ структуры этих изделий показали, что они в целом не уступали аналогичным конструкциям из стали, изготовленным традиционным путем. Это говорит о возможности использования систем лазерной 3D-печати для относительно дешевого и эффективного производства высококачественных металлических изделий, подытожили исследователи. В США начинаются НИОКР, цель которых применение технологий 3D-печати для изготовления оборудования и запасных частей АЭС, а также деталей тепловыделяющих сборок. Но по мнению российского эксперта — замгендиректора ЦНИИТМАШа, директора Института технологии поверхности и наноматериалов Владимира Береговского использовать трехмерную печать целесообразно только для деталей, имеющих сложную форму, к точности изготовления которых предъявляются повышенные требования. Именно такие изделия используются в конструкциях тепловыделяющих сборок и для производства деталей автоматики системы аварийной защиты реактора или оборудования перегрузки ядерного топлива. По его мнению, «услуги по производству деталей для ядерной энергетики методом 3D-печати будут востребованы в России года через три-четыре. Химический «переключатель» позволяет создавать перезаписываемые 3D-проекции на любом полимере. Исследователи из Дартмутского колледжа и Южного методистского университета представили технологию, которая может кардинально изменить способ визуализации и использования 3D-изображений в различных областях. Она позволит, например, врачам проецировать подробные трехмерные модели органов или других структур в простой акриловый куб. Ученые используют световой проектор для внедрения двухмерных и трехмерных изображений в полимеры, улучшенные светочувствительной химической добавкой. Это вещество, разработанное исследовательской группой, сохраняет рисунок до тех пор, пока изображение не будет стерто с помощью тепла или света. После чего полимер можно использовать снова. Потенциальные приложения этой технологии огромны. Она пригодится в любой области, требующей подробных, точных 3D-визуальных данных. Разработчики предполагают ее использование в медицинской визуализации, архитектурном дизайне, образовании и даже искусстве.ом дизайне, образовании и даже искусстве. Канадские исследователи разработали новый метод 3D-печати, который назвали размытой томографией. Изобретение позволяет быстро создавать микролинзы высокого качества, фактически сразу же готовые для продажи. Дэниел Уэббер из Национального исследовательского совета Канады рассказал, что они с коллегами намеренно добавили оптическое размытие к лучам лазера, используемым для 3D-печати. В результате удалось изготовить прецизионные оптические компоненты, т.е. выполненные с высокой точностью. Разработанный метод позволяет производить готовые детали оптики всего за полчаса. В новой технологии используется специальная проекционная линза для размытия лазерных лучей, необходимых для отверждения светочувствительной смолы. В результате получается гладкая поверхность, которая позволяет печатать линзы коммерческого качества. Дэниел Уэббер отметил, что изготовление оптических компонентов традиционными способами обходится дорого из-за строгих технических требований, а также сложного и трудоёмкого процесса производства. А размытую томографию можно использовать для создания оптики произвольной формы, причём недорого. Чтобы испытать предлагаемый метод, исследователи сначала создали простую плосковыпуклую линзу и показали, что её характеристики сравнимы с коммерческой стеклянной линзой тех же размеров. Доскональный анализ показал, что погрешности формы были микронного масштаба, шероховатость поверхности измерялась в субнанометрах, а функция рассеяния точки (ФРТ) — как у стеклянной линзы. ФРТ описывает картину при наблюдении точечного объекта. Сейчас изобретатели работают над повышением точности. С этой целью они пытаются оптимизировать создание светового рисунка и учесть параметры материала в процессе печати. Исследователи также хотят автоматизировать этапы, чтобы их система производства была достаточно надёжной для коммерческого использования.
В последние годы 3D-печать завоевала промышленный мир, предлагая революционные методы производства и прототипирования. В частности, технология SLM (Selective Laser Melting) стоит в авангарде инноваций, благодаря своей способности создавать детали из металла с высокой точностью. Технология SLM, или Selective Laser Melting, представляет собой процесс, при котором лазерный луч плавит и спекает металлический порошок по слоям, создавая твердую металлическую деталь из 3D модели. Этот метод позволяет производить компоненты с высокой плотностью и превосходными механическими свойствами, что делает их идеальными для использования в промышленности, особенно при изготовлении деталей сложной формы, которые трудно или невозможно создать традиционными методами. Следствием широкого распространения технологии SLM стало ее активное внедрение в аэрокосмическую и автомобильную промышленность, где требования к точности и надежности чрезвычайно велики. К примеру, производители в аэрокосмической отрасли России используют SLM принтеры для создания легких, но прочных компонентов, которые могут выдерживать экстремальные условия эксплуатации. Автомобильные компании, в свою очередь, применяют эти устройства для прототипирования и производства комплексных деталей, которые способствуют увеличению эффективности и безопасности транспортных средств. В отличие от FDM (Fused Deposition Modeling) и SLA (Stereolithography), SLM технология позволяет работать не только со специальными пластиками, но и с металлическим порошком, что значительно расширяет возможности 3D печати. Метод SLM обеспечивает более высокую точность и прочность изготавливаемых деталей, тем всё чаще становясь выбором для промышленного производства. Использование 3D принтеров SLM для печати по металлу обеспечивает производителям уникальную возможность создавать сложные детали с высокой точностью и превосходными механическими характеристиками. Это позволяет сокращать время на разработку и изготовление прототипов, а также оптимизировать производственные процессы за счет минимизации отходов и возможности изготовления конструкций, недостижимых традиционными методами.
Технология FDM (Fused Deposition Modeling), или метод послойного наплавления, является одной из самых популярных и доступных технологий 3D-печати на сегодняшний день. Этот метод позволяет создавать трехмерные объекты путем послойного наплавления материала. FDM технология нашла широкое применение в промышленном производстве, прототипировании, образовательном процессе и даже в бытовом секторе благодаря своей экономической выгоде, гибкости и скорости печати. Технология FDM, подразумевает создание объектов путем расплавления и экструзии пластиковой нити через сопло 3D-принтера. Этот процесс заключается в послойном нанесении материала, где нить перемещается вдоль заданных координат, а расплавленный пластик быстро застывает, формируя твердое тело. В основе процесса печати FDM лежит принцип слой за слоем создания объекта. Экструдер принтера, снабженный соплом, расплавляет пластиковую нить, после чего она наплавляется на платформу или уже сформированные нижние слои. Высота слоя и точность печати могут варьироваться, что позволяет достигать необходимых свойств готового изделия.
В сравнении с другими технологиями 3D-печати, такими как SLA (Stereolithography) или SLS (Selective Laser Sintering), FDM представляет собой более доступный и менее сложный в освоении метод.
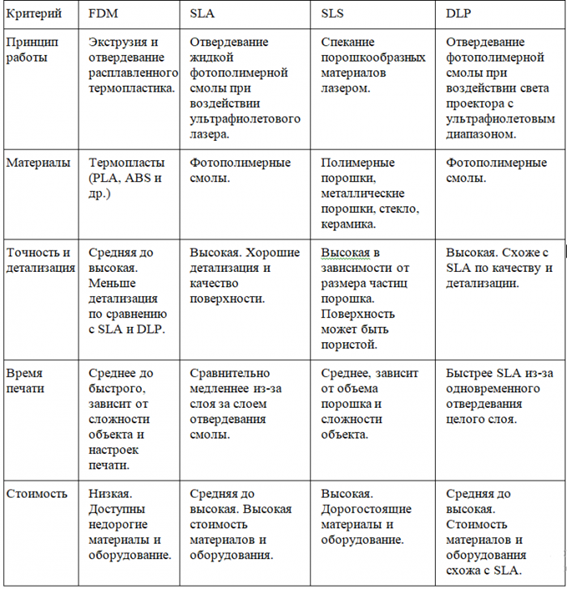
Таблица 1. Важные характеристики FDM принтеров
Рис. 2. Вид типичной небольшой лаборатории 3D-печати
FDM принтеры, также известные как FFF (Fused Filament Fabrication) принтеры, являются наиболее распространенным типом 3D-принтеров, используемых как в домашних, так и в профессиональных условиях. Они работают, плавя и экструдируя термопластичную нить (филамент), создавая объект слой за слоем. Вот ключевые характеристики FDM принтеров, которые считаются важными при их выборе и использовании: 1. Размер печатной зоны – определяет максимальный размер объекта, который может быть напечатан. Большая печатная зона позволяет создавать большие детали или печатать несколько объектов за один раз. 2. Разрешение печати – включает в себя толщину слоя и точность позиционирования по осям X и Y. Меньшая толщина слоя повышает детализацию и качество печати, но также увеличивает время печати. 3. Скорость печати – влияет на то, сколько времени потребуется для печати объекта. Скорость зависит от многих факторов, включая сложность объекта и выбранное разрешение печати. 4. Совместимость с материалами – разные принтеры могут поддерживать разные виды филаментов, такие как PLA, ABS, PETG, нейлон и др. Некоторые материалы требуют специальных условий печати, например, подогреваемой рабочей платформы или закрытого корпуса для поддержания определенной температуры. 5. Подогреваемая платформа – необходима для предотвращения деформации нижних слоев объекта при печати из некоторых видов пластика, таких как ABS и нейлон. Она помогает поддерживать адгезию первых слоев и уменьшает риск деформации. 6. Закрытая камера печати – позволяет поддерживать стабильную температуру внутри принтера, что особенно важно при печати материалами, чувствительными к температурным колебаниям, такими как ABS и нейлон. 7. Система подачи филамента – бывает двух типов: прямая и Bowden. Прямая система подачи располагает экструдер непосредственно на печатающей голове, обеспечивая лучшую точность подачи филамента, особенно для гибких материалов. Bowden система уменьшает вес печатающей головы, что может увеличить скорость печати и уменьшить вибрации. 8. Программное обеспечение – важный аспект для успешной печати. Удобное и функциональное программное обеспечение (слайсер) позволяет настроить параметры печати, такие как температура экструдера и платформы, скорость печати, разрешение и другие. Применение FDM технологии в производстве позволяет значительно снизить стоимость создания прототипов и малосерийных изделий по сравнению с традиционными методами производства. Такая экономия достигается за счет использования доступных расходных материалов и уменьшения времени, необходимого для изготовления деталей.
Рис. 3. Лаборатория 3D-печати
Технология FDM предоставляет возможность быстрого изменения и адаптации проектов без дополнительных финансовых и временных затрат. Это открывает перед проектировщиками широкие возможности для экспериментов с формой, размером и функциональностью изделий, делая процесс проектирования значительно гибким. Скорость печати в технологии FDM может значительно варьироваться в зависимости от заданных параметров и сложности изделия, но в сравнении с традиционными методами производства, время существенно сокращается. Это позволяет быстрее выводить продукты на рынок и увеличивает конкурентоспособность компаний. Для FDM печати чаще всего используются пластиковые нити на основе полилактида (PLA) и акрилонитрилбутадиенастирола (ABS). PLA представляет собой биоразлагаемый материал, который характеризуется легкостью печати и минимальной усадкой, в то время как ABS отличается высокой прочностью и термостойкостью, но требует более высоких температур печати. PLA (Полилактид) и ABS (Акрилонитрилбутадиенстирол) – два наиболее популярных материала для 3D печати методом FDM, каждый из которых имеет свои преимущества и недостатки
Рис. 4. Пример напечатаных FDM изделий
Преимущества PLA: · Биоразлагаемость: PLA является биоразлагаемым полимером, произведенным из возобновляемых ресурсов, таких как кукурузный крахмал, что делает его более экологичным выбором в сравнении с ABS. · Простота печати: PLA плавится при относительно низкой температуре (около 180–220°C) и не требует нагретой платформы, что делает его доступным для печати на большинстве 3D принтеров. · Минимальная усадка: Этот материал характеризуется небольшой усадкой, что упрощает печать больших деталей и уменьшает вероятность деформации. · Глянцевая отделка: PLA дает гладкие и часто глянцевые поверхности после печати, что придает изделиям привлекательный внешний вид. Недостатки PLA: · Низкая температурная стойкость: PLA начинает размягчаться уже при 60°C, что ограничивает его использование в условиях высоких температур. · Низкая механическая прочность: Хотя PLA достаточно твердый, он может быть ломким, особенно при ударных нагрузках или длительном использовании. Преимущества ABS: · Высокая прочность и жесткость: ABS характеризуется высокой ударной вязкостью и прочностью, что делает его идеальным для изготовления деталей, подвергающихся механическим нагрузкам. · Термостойкость: ABS сохраняет свои физические свойства при температурах до 100°C и выше, что делает его подходящим для применения в условиях высоких температур. · Устойчивость к химическим воздействиям: ABS обладает хорошей стойкостью к маслам, жиру, и многим химическим веществам, что расширяет сферу его применения. · Легкость обработки: ABS легко обрабатывается после печати, его можно шлифовать, сверлить и красить, что делает его универсальным для различных проектов. · Ударопрочность: ABS обладает высокой ударопрочностью, что делает его подходящим для изготовления предметов, которые могут подвергаться механическим повреждениям. Недостатки ABS: · Высокая усадка: ABS склонен к значительной усадке и деформации при остывании, что требует использования нагретой платформы и часто закрытой камеры для печати. · Выделение вредных паров: При печати ABS выделяются пары стирола, которые могут быть вредны для здоровья, поэтому рекомендуется использовать хорошую вентиляцию или воздушные фильтры. · Сложность печати: Печать ABS требует более высокой температуры экструдера (около 220–250°C) и нагретой платформы, что может быть недоступно для некоторых 3D принтеров.
Помимо традиционных PLA и ABS, в FDM печати можно использовать и нестандартные материалы, такие как нити с добавлением дерева, металла, а также гибкие TPU нити. Это расширяет возможности FDM технологии и позволяет создавать изделия с необычными свойствами и эстетикой. Действительно, FDM печать открывает широкие возможности для экспериментов с материалами за счет использования нестандартных нитей.
Рис. 5. Пример напечатаных FDM изделий
Рассмотрим подробнее эти варианты: 1. Нити с добавлением дерева. Эти материалы представляют собой композиты, состоящие из PLA (полилактид) основы с добавлением мелкозернистых древесных волокон. Изделия, напечатанные такими нитями, имеют вид и текстуру, напоминающие настоящее дерево, включая возможность шлифовки и окрашивания. Это делает их идеальными для создания декоративных предметов, моделей, искусственных деревьев или мебели. 2. Нити с добавлением металла. Эти филаменты могут содержать металлическую пудру (например, медь, бронзу, нержавеющую сталь) в смеси с PLA или другим пластиком. Изделия, созданные с использованием таких нитей, обладают металлическим внешним видом и увеличенным весом. После печати обычно требуются дополнительные процессы обработки, такие как полировка, чтобы добиться типичного металлического блеска. Благодаря этим материалам можно создавать стилизованные украшения, элементы декора или компоненты, имитирующие металлические изделия. 3. Гибкие TPU нити. TPU (термопластичный полиуретан) – это гибкий, износостойкий материал, который позволяет печатать объекты со свойствами, аналогичными резине. Это делает его идеальным для создания гибких изделий, таких как обувь, защитные чехлы, амортизирующие детали и уплотнители.
Выбор расходных материалов для FDM печати должен базироваться на требуемых свойствах конечного продукта. От прочности и гибкости, до термостойкости и внешнего вида – все эти факторы необходимо принимать во внимание при планировании проекта.
Настройка 3D-принтеров для оптимальной FDM печати
Рис. 6. Рабочий стол ЗДП
Одним из важнейших параметров при FDM печати является выбор высоты слоя, который напрямую влияет на качество поверхности и время печати. Более низкая высота слоя обеспечивает лучшее качество детализации, но увеличивает время печати, тогда как более высокие слои позволяют быстрее печатать, но могут снижать качество изделия. При FDM печати могут возникать различные проблемы, такие как деформация изделия, непрерывность слоев, или засорение сопла. Решением могут служить корректировка температуры, увеличение адгезии платформы или использование специальных конструкций поддержки. Правильная настройка и опыт работы с 3D-принтерами помогают максимально снизить риск возникновения таких проблем. Также важно следить за качеством и свежестью филамента, проводить регулярную чистку сопла и поддерживать 3D-принтер в хорошем состоянии.
Рис. 7. Постобработка при 3D-печати Некоторые проблемы могут быть вызваны неправильными настройками программного обеспечения или неправильным выбором параметров печати. Поэтому рекомендуется ознакомиться с руководством по использованию конкретной модели принтера и обращаться за помощью к специалистам, если возникнут сложности.
Вот несколько основных методов постобработки, используемых для улучшения качества печатных изделий: 1. Механическая обработка · Обрезка и снятие поддержек: Сначала необходимо аккуратно удалить любые вспомогательные конструкции и излишки материала с помощью плоскогубцев, ножей или иных инструментов. · Шлифовка: Для уменьшения видимости слоев и повышения гладкости поверхности применяется шлифовка. Можно начать с более крупной наждачной бумаги и постепенно переходить к более мелкозернистой для достижения лучшего результата. · Полировка: Использование тряпки и полировочных средств может помочь получить глянцевую поверхность на термопластике. 2. Химическая обработка · Гладкость с помощью химикатов: Ацетон (для ABS пластика) или другие растворители могут быть использованы для растворения внешнего слоя пластика, чтобы скрыть слои. Этот метод требует осторожности и должен проводиться в хорошо вентилируемом помещении, используя защитные средства. · Краска и покрытие: Для дополнительной защиты и улучшения внешнего вида модели можно использовать краску и покрытия. Они не только придают изделию законченный вид, но и могут добавить дополнительные свойства, такие как устойчивость к ультрафиолетовому излучению или влагозащиту. · Покрытие эпоксидной смолой: Нанесение эпоксидной смолы на поверхность модели может сделать её гладкой и прочной. Этот метод требует аккуратности, так как смола должна быть равномерно распределена и оставлена для отверждения. · Использование праймеров и грунтовок: Праймеры и грунтовки могут помочь сгладить поверхность перед окончательной окраской. Они заполняют мелкие трещины и неровности, создавая более гладкую основу для дальнейшей обработки. 3. Дополнительная механическая обработка · Шлифовка и полировка: Использование наждачной бумаги различной зернистости для шлифовки поверхности модели позволяет добиться гладкости и устранить видимые линии слоев. После шлифовки поверхность можно отполировать для достижения блеска. · Дрель и шлифовальные машинки: Электрические инструменты, такие как дрели и шлифовальные машинки, могут ускорить процесс обработки, особенно для больших моделей или труднодоступных мест. · Резка и обрезка: Лезвия и резаки могут использоваться для удаления поддержек и излишков материала, оставшихся после печати. Этот метод требует аккуратности, чтобы не повредить модель. 4. Термическая обработка · Термоформование: Нагревание модели до определенной температуры позволяет изменить её форму или устранить незначительные деформации. Этот метод требует точного контроля температуры, чтобы избежать повреждения модели. · Использование горячего воздуха: Горячий воздух может быть использован для устранения мелких дефектов поверхности и улучшения адгезии между слоями. Этот метод также требует осторожности и точного контроля температуры. 5. Комбинированные методы · Сочетание химической и механической обработки: Например, сначала шлифовка модели для устранения крупных неровностей, а затем химическая обработка для достижения гладкости поверхности. · Многоступенчатая обработка: Использование нескольких этапов обработки, таких как шлифовка, грунтовка, окраска и покрытие, позволяет добиться наилучшего качества и внешнего вида модели.
Технология FDM, или Моделирование методом наплавления, представляет собой один из методов 3D печати, при котором модель создается путем нанесения расплавленного материала через экструзионные сопла по слоям. Как и любая технология, FDM имеет свои преимущества и недостатки.
Рис. 8. Пример напечатаных FDM изделий после обработки
Преимущества FDM: 1. Доступность: FDM-принтеры широко распространены и доступны для широкого круга пользователей, от хобби и DIY-комьюнити до профессиональных конструкторских бюро. 2. Простота использования: Принтеры с технологией FDM относительно легки в эксплуатации и не требуют сложного обслуживания, что делает их идеальными для начинающих. 3. Разнообразие материалов: Существует широкий спектр термопластичных материалов, доступных для печати, включая ABS, PLA, PETG, TPU, и даже композитные материалы, такие как углеволокно наполненные полимеры. 4. Экономичность: Стоимость материалов и самой печати на FDM-принтерах является сравнительно низкой, что делает технологию экономически эффективной для создания прототипов и малых серий продукции. 5. Низкие требования к постобработке: В отличие от других методов 3D печати, модели, созданные с помощью FDM, часто требуют минимальной или никакой послепечатной обработки. Недостатки FDM: 1. Ограниченное качество поверхности: Из-за слой-за-слоем подхода к печати модели часто имеют видимые линии слоев, что может потребовать дополнительной постобработки для достижения гладкой поверхности. 2. Ограниченная детализация: В сравнении с другими технологиями 3D-печати, такими как SLA (стереолитография), FDM принтеры могут иметь более низкую разрешающую способность, что ограничивает создание мелких и детализированных объектов. 3. Сложности с нависающими частями: Печать моделей с нависающими частями может потребовать использование поддержек, которые затем нужно удалять, что увеличивает время и трудоемкость процесса. 4. Материалозатратность: Для создания поддержек и предотвращения деформации может потребоваться дополнительный материал, что увеличивает общую стоимость печати. 5. Температурные ограничения: Некоторые материалы, используемые в FDM печати, имеют низкую температурную стойкость, что ограничивает их применение в условиях высоких температур. 6. Точность размеров: Термическое расширение и усадка материалов могут приводить к незначительным искажениям размеров и формы готовых объектов. 7. Низкая скорость печати: Высокое разрешение печати требует меньшего размера слоев, что увеличивает общее время печати, особенно для крупных объектов. 8. Ограниченная прочность: Объекты, созданные методом FDM, могут иметь более низкую прочность в сравнении с изделиями, изготовленными традиционными методами производства, особенно в направлении слоев. 9. Чувствительность к условиям окружающей среды: Качество печати может значительно зависеть от условий окружающей среды, таких как температура и влажность, что требует тщательного контроля этих параметров. FDM-печать находит применение в самых разных отраслях промышленности, от авиастроения до медицинских изделий. Благодаря возможности быстрого и экономичного изготовления прототипов и малосерийных изделий, компании смогла значительно сократить время разработки продукции и увеличить эффективность процессов. Технология FDM прочно утвердилась как одна из самых популярных и доступных технологий 3D-печати на сегодняшний день. Ее уникальные преимущества, такие как экономическая выгода, гибкость проектирования и высокая скорость производства, делают FDM незаменимым инструментом для множества отраслей — от промышленного производства до образовательных учреждений.
Рис. 9. Пример напечатаных FDM изделий после обработки Неорганические связующие имеют преимущество по сравнению с органическими полимерными клеями из-за их способности выдерживать высокие температуры. Они чаще всего представляют собой аморфные вещества, такие как диоксид кремния. Некоторые связующие представляют собой вещества, находящиеся в виде наночастиц, например оксид алюминия, которые обычно диспергированы в жидком носителе. Такие дисперсии известны как коллоидные растворы. В процессе изготовления композиционного материала носитель испаряется во время нагревания. При этом связующее взаимодействует с наполнителем, с образованием областей скрепления компонентов наполнителя между собой. В последние годы получило интенсивное развитие направление в технологии керамики и неорганических композитов - формование материалов из растворов с использованием золь-гель процессов. Естественно, в первом ряду таких материалов стоят продукты на основе кремнезолей, которые являются продолжением ряда жидких стекол, при устремлении силикатного модуля к бесконечности. Сущность этих процессов заключается в применении золей - коллоидных растворов, соответствующих оксидов и оксигидратов металлов, обладающих способностью в определенных условиях превращаться из жидких систем в твердые продукты. Другим типом неорганического связующего являются продукты на основе жидких фосфатных растворов, таких как кислые фосфаты алюминия или хрома. Такой раствор протекает между поверхностями, подлежащими соединению . При нагревании полученного раствора (выше 500оС в течение 3 часов) в нем происходят химические реакции. В результате этих процессов он превращается в твердое вещество, которое действует в качестве связующего субстрата Продукты реакции представляют собой твердые фазы, состоящие из различных фосфатов алюминия. Гидроксонитраты алюминия используют в качестве связующих в виде растворов или золей . Основные соли алюминия имеют следующий состав: Al(OH)2NO3, Al2(OH)5NO3, Al3(OH)8NO3., Al4(OH)11NO3. Эти данные являются условными, так как их брутто-формулы не отражают наличие аква-, гидроксо-, оксо- и других групп, которые содержатся в структуре молекул основных солей. В результате термообработки образуется Al2O3 , а прочностные свойства материала повышаются. Благодаря вяжущим свойствам использование в качестве связующего гидроксохлорида алюминия обеспечивает надежное формование изделия-сырца. Кроме того, в результате термической деструкции поставляют в зону реакции сырьевые компоненты в активной форме, что способствует процессу спекания. С использованием гидроксохлорида алюминия были получены огнеупоры на основе магнезиального сырья и кварцевая керамика. В качестве примера влияния прочности продукта можно привести связующие вещества.
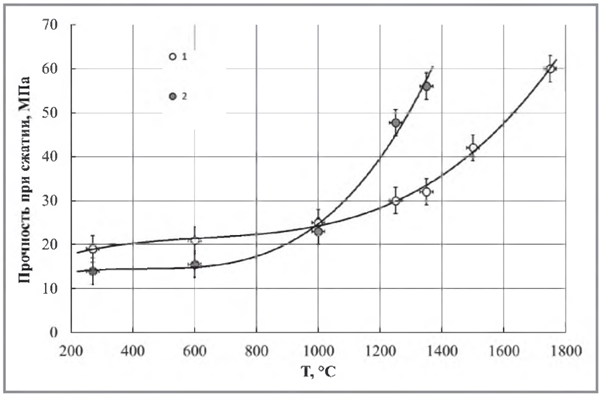
Рис. 10. Прочность материалов, полученных с использованием гидроксохлорида алюминия в качестве связующего: 1 - кварцевая керамика; 2 - магнезиальный огнеупор
Применение связующего привело к улучшению спекаемости и уменьшению в два раза пористости изделий по сравнению с изделиями, полученными с использованием поливинилового спирта. Итак, было показано, что основные соли многих металлов могут быть использованы в качестве связующего при получении термостойких композиционных материалов на основе оксидных систем. Основными продуктами термического разложения всех типов связующих, рассмотренных в настоящей работе, являются нанодисперсные высокоогнеупорные оксиды Следует отметить, что материалы на основе систем, содержащих хром и некоторые другие элементы в переходных степенях окисления, имеют окраску. Вследствие этого они имеют худшие показатели по теплопроводности по сравнению с бесцветными материалами. Технологии 3D-печати помогают снизить расходы и время на производство, сокращают отходы. И в то же время многим материалам, которые используются в аддитивных технологиях, недостает прочности. Для решения этой проблемы специалисты из США разработали новый процесс печати: изделие из неметаллического материала получается прочнее и в пять раз быстрее, чем у традиционных 3D-принтеров. Принцип жидкой 3D-печати заключается в послойном отвердении жидкого фоточувствительного полиуретана под действием света. Чтобы перейти к печати следующего слоя, платформа с моделью поднимается, постепенно обретая заданную форму. Проблема в том, что застывающий, еще липкий полимер нужно перемещать очень аккуратно, что существенно замедляет процесс печати. Инженеры из Сандийской национальной лаборатории сравнили этот процесс с выпечкой. «После того как вы испекли печенье, ему надо дать остыть. Если вы попытаетесь оторвать горячее печенье от противня, оно будет слишком мягким и сломается. То же происходит с 3D-принтером, если печатать слои быстро. Модель окажется кривой», — пояснила Леа Эпплханс, участница проекта. Команда разработали инновационный метод охлаждения материала после печати при помощи двух источников света: синего и ультрафиолетового. На эту идею их натолкнули методы двухволновой печати с полимеризацией акрила и непрерывной жидкой печати (CLIP). Печать идет как обычно, слой за слоем, но второй источник света предотвращает полимеризацию на дне кюветы, чтобы модель не прилипала. Следовательно, деталь можно перемещать быстрее. Вместо акрила инженеры взяли дициклопентадиен, который применяется при производстве красок и огнетушителей. Для того чтобы он лучше полимеризировался, они изменили базовые компоненты материала с акриловых на олефиновые. Это позволило повысить прочность моделей. Главная цель исследователей — расширить для инженеров и дизайнеров диапазон используемых полимеров, чтобы им проще было выбирать подходящий материал для своих проектов. Исследователи из Швейцарской высшей технической школы Цюриха (ETH Zurich) создали самую человеческую роботизированную руку с костями, связками и сухожилиями, изготовленными из различных полимеров. Устройство создано с помощью новой технологии, которая сочетает 3D-печать с лазерным сканером и механизмом обратной связи. 3D-принтеры обычно создают объекты слой за слоем: сопла наносят заданный материал в вязкой форме в каждую точку. После этого под воздействием УФ-лампы каждый слой быстро затвердевает. Предыдущие методы включали устройство, которое соскребало неровности поверхности после каждого отверждения. Для демонстрации возможностей технологии исследователи напечатали роботизированную руку с костями, связками и сухожилиями, изготовленными из разных полимеров. Исследователи из Массачусетского технологического института (MIT) разработали технологию 3D-печати, которая позволяет быстро создавать крупные детали из жидкого металла. Например, ножки столов и каркасы стульев можно напечатать за считанные минуты. В этом методе расплавленный алюминий наносится по запрограммированному пути в слой крошечных стеклянных шариков. Алюминий быстро затвердевает и приобретает объемную структуру. По оценкам разработчиков, эта технология в 10 раз быстрее, чем сопоставимый процесс аддитивного производства металлов. Этот метод жертвует разрешением ради скорости и масштаба. Хотя он может печатать компоненты большего размера, чем те, которые обычно изготавливаются с помощью более медленных технологий 3D-печати, и с меньшими затратами, он не может достичь высокого разрешения. Например, детали, изготовленные по новой технологии, могут подойти для некоторых применений в архитектуре, строительстве и промышленном дизайне, где компоненты более крупных конструкций часто не требуют детализации. Его также можно использовать для быстрого прототипирования с использованием лома или переработанного металла. Эта технология была разработана и внедрена путем печати алюминиевых рам и деталей столов и стульев, которые были достаточно прочными, чтобы выдержать последующую обработку и использование. Инженеры также показали, что компоненты, произведенные новым методом, можно комбинировать с процессами высокого разрешения и дополнительными материалами для создания функциональной мебели.
Рис. 11. Пример печати жидким металлом Новый сплав железа и никеля продемонстрировал нестандартные требуемые свойства. Ему дали название «Инвар», которое происходит от слова «инвариант», означающего относительное отсутствие расширения. Почему «родственник»? По той простой причине, что расширение все же наблюдается, но измеряется долями процента, а диапазон рабочих температур системы весьма приличный.В настоящее время в Израиле работают более 400 компаний, работающих в с пищевых технологий — широкой области, включающей питание, упаковку, безопасность пищевых продуктов, системы обработки, новые ингредиенты и альтернативные белки. Последний включает растительные заменители мяса, молочных продуктов и яиц; кисломолочные продукты, мясо и морепродукты; белки насекомых; продукты и процессы ферментации. Redefine Meat — ведущий стартап в подсекторе растительного мяса, в который также входят такие выдающиеся компании, как SavorEat, также производитель мяса растительного происхождения, использующий 3D-технологии (или технологии аддитивного производства), и новичок Plantish, израильский стартап, который недавно представила цельное филе лосося на растительной основе. В Израиле блюда из продуктов Redefine Meat продаются примерно в 200 ресторанах и заведениях, по данным компании, в том числе в Coffee Bar и отеле Montefiore в Тель-Авиве. Израильский стартап Redefine Meat разрабатывает продукты растительного происхождения в качестве альтернативы мясу животных. Redefine Meat использует 3D-принтеры и «чернила» для «печати» стейков. Фирма стремится продавать принтеры и картриджи дистрибьюторам мяса по всему миру, которые будут печатать и распространять произведенное мясо. «Чернила» состоят из растительных ингредиентов, таких как бобовые и зерновые, для создания мышечной текстуры альтернативного мяса; он также содержит растительные жиры, имитирующие говяжий жир, а также натуральные ароматизаторы и красители, имитирующие фактор крови в мясе и его сочность. Redefine Meat объявила, что ее продукция будет доступна в избранных ресторанах высокого класса в Великобритании, Германии и Нидерландах, в том числе в закусочных, отмеченных звездами Мишлен. «Мы достигли уровня превосходства во вкусе и текстуре, который удивил даже некоторых из самых признанных шеф-поваров в мире, а наши уникальные технологические возможности позволяют нам впервые заменить каждую часть коровы», — сказал Бен-Шитрит.
Рис. 12: Мясо, напечатанное на 3D-принтере, как альтернатива мясу животных SK On, подразделение южнокорейской нефтегазовой компании SK Innovation, владеет двумя фабриками по производству аккумуляторов для электромобилей в США. Недавно она решила увеличить свое присутствие в южных штатах и приступила к строительству новых цехов в партнерстве с Ford Motor и Hyundai Motor Group. Четвертой стороной в соглашении о сотрудничестве стала американская компания Sakuu, разработавшая эффективную и недорогую технологию 3D-печати электродов. «Вместе с прорывной технологией Sakuu и высочайшим профессионализмом SK On в области производства батарей мы готовы преодолеть трудности, стоящие сегодня перед индустрией аккумуляторов», — говорится в заявлении компаний. SK On собирается вместе с Sakuu разрабатывать и внедрять в производство новейшую платформу Kavian — технологию 3D-печати электродов для твердотельных батарей. Это гибкий и надежный метод, который легко интегрируется в существующие электрохимических техпроцессы производства анодов и катодов. И позволяет обойтись без токсичных веществ вроде Н-метилпирролидона или политетрафторэтилена. Платформа не занимает много места и может быть внедрена в производственную линию без существенных изменений и затрат. Кроме того, сам процесс позволяет снизить расходы и риск неисправностей. Технология уже прошла испытания, пишет IE, компания Sakuu готовится вывести ее на рынок. С декабря 2022 года пилотная фабрика выпускает полностью функциональные и высокопроизводительные батареи различной формы и размеров. В ОЭА запустили пробную эксплуатацию первой в мире электрической абры, традиционной деревянной лодки, изготовленной с использованием технологии 3D-печати. Судно на 20 пассажиров оснащено электрической силовой установкой с двумя двигателями мощностью 10 КВт и литиевыми батареями. Параллельно власти Дубая модернизируют существующую инфраструктуру морских станций, расширяя пассажирские зоны и повышая доступность для людей с ограниченными возможностями. Эти инновации направлены на устойчивое развитие традиционного водного транспорта Дубая. Судно на 20 пассажиров было построено международной морской организацией Al Seer Marine из Абу-Даби в сотрудничестве с Tasneef Maritime, японской Mitsubishi и немецкими Siemens и Torqeedo. Это самая длинная монококовая конструкция, созданная с использованием технологии 3D-печати. Монокок — это тип конструкции, в которой внешняя оболочка является основным и, как правило, единственным несущим элементом. Длина абры составляет 11 метров, а ширина — 3,1 метра. Судно оснащено электрической силовой установкой с двумя двигателями мощностью 10 КВт и литиевыми батареями. Изготовленная с помощью 3D-печати абра сохранила традиционный дизайн. Эта разработка является частью стратегии Дубая по превращению ОАЭ в мировой центр 3D-печати к 2030 году. Ожидается, что инновационный подход сократит время производства на 90%, снизит расходы на 30% и уменьшит затраты на эксплуатацию и обслуживание на 30%. Электрическая абра также соответствует стратегии Управления дорог и транспорта Дубая (RTA) по обеспечению экологической устойчивости морского транспорта для сокращения углеродного следа Дубая. Генеральный директор RTA и председатель совета директоров Маттар Аль Тайер объявил, что абра начнет пробную эксплуатацию на морской транспортной станции Sheikh Zayed Road. Регулятор будет следить за эксплуатационными характеристиками новой лодки и сравнит ее с нынешними 20-местными стекловолоконными абрами. RTA также модернизирует существующую инфраструктуру. В рамках генерального плана по улучшению услуг морского транспорта, управление совершенствует четыре традиционные станции абра в заливе Dubai Creek. Модернизация включает новые плавучие причалы, расширенные зоны ожидания и повышение доступности для людей с ограниченными возможностями. Будут установлены парковки для велосипедов и магазины. Причальные зоны расширят на 15%, крытые зоны ожидания увеличат на 100%, а коммерческие площади — на 27%. Цель — улучшить обслуживание 14 млн пассажиров в год, а также снизить расходы на техническое обслуживание. Работы по модернизации продвигаются стабильно. В феврале 2023 года RTA завершило реконструкцию станции морского транспорта Bur Dubai, а затем в феврале 2024 года — Deira Old Souq. Оставшиеся две станции, Dubai Old Souq и Al Sabkha, планируется завершить к августу 2025 года. Причалы будут модернизированы с использованием экологически чистых и недорогих материалов, что позволит снизить годовые расходы на техническое обслуживание на 10%. Эти усовершенствования, в сочетании с внедрением электрической абры, напечатанной на 3D-принтере, демонстрируют стремление властей модернизировать традиционный водный транспорт Дубая, сохраняя при этом его культурное наследие.
Как пример тенденции, некоторые новые патенты в ЗДП США2024173916 (А1)
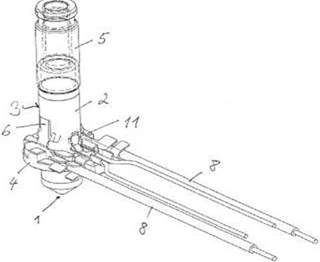
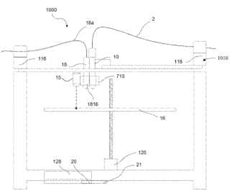
Печатающая головка 3D-принтера включает в себя сопло для подачи расплавленного материала. К соплу соединена труба, несущая слой нагревательного резистора. Труба усажена в кольцевой кронштейн. На кронштейне установлены пружинные контакты, которые прилегают к трубе во взаимно противоположных точках и контактируют со слоем нагревательного резистора. США2024173922 (А1) Устройство и способ 3D-печати, которые компенсируют смещение при нанесении печатного материала в результате движения сопла. Компенсация может включать в себя дискретизацию пути перемещения сопла 3D-печати на сегменты, компенсацию каждого сегмента пути на основе ожидаемого смещения осаждения печатного материала и создание компенсированного пути перемещения. Компенсация может применять инверсию модели системы, которая основана на ожидаемом смещении осаждения печатного материала относительно траектории движения сопла. US2024189912 (А1) [2] Настоящее изобретение предоставляет системы трехмерной (3D) печати, устройства, способы и энергонезависимые компьютерочитаемые носители для производства по меньшей мере одного запрошенного трехмерного объекта. Описанный здесь 3D-принтер обеспечивает работу механизма распределения слоев с высокой точностью, хотя он работает в корпусе, загрязненном мусором, например, во время 3D-печати. Обломки могут быть побочным продуктом 3D-печати. ВО2024102803 (А1)
Непланарная гранулированная 3D-печать (NGP) — это процесс, при котором жидкое связующее избирательно впрыскивается в объем рыхлых гранулированных частиц материала с помощью пневматического дозатора жидкости. В отличие от других процессов трехмерной (3D) печати, которые позволяют изготавливать объекты последовательными слоями, NGP позволяет использовать неплоские траектории движения инструмента, которые могут перемещаться по нескольким осям одновременно, пространственно нанося жидкое связующее в объеме частиц для быстрого создания сложных 3D-печатных моделей. объекты без необходимости 3D-печати временных поддерживающих конструкций. US2024189 [3] Система 3D-печати включает в себя эжектор, предназначенный для приема строительного материала. Эжектор включает в себя сопло. Эжектор выполнен с возможностью выбрасывания множества капель строительного материала через сопло. Система 3D-печати также включает в себя подложку, расположенную под соплом. Капли падают на подложку после выброса из сопла. Капли образуют на подложке трехмерный объект. Система 3D-печати также включает в себя источник питания, предназначенный для генерации переменного электрического тока. Система 3D-печати также включает в себя электрод, предназначенный для генерации плазмы в ответ на получение переменного электрического тока. Капли, трехмерный объект, подложка или их комбинация располагаются, по меньшей мере, частично внутри плазмы. США2024165883 (А1)
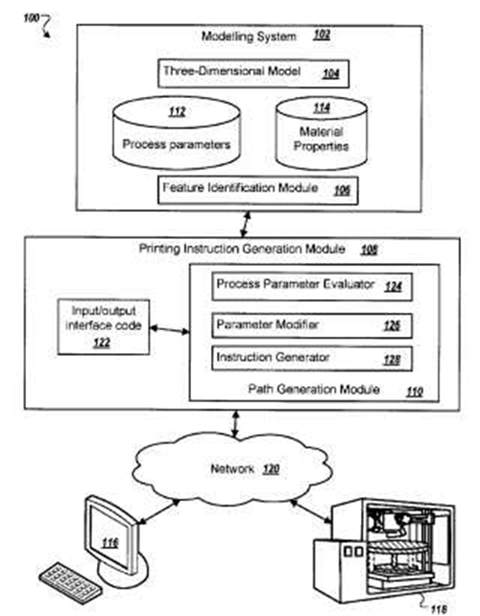
Способы, системы и устройства, включая компьютерные программы, закодированные на компьютерных носителях информации, для предоставления инструкций по печати трехмерных объектов. Один из способов включает в себя получение i) информации, касающейся одной или нескольких геометрических характеристик 3D-модели объекта, который должен быть напечатан с помощью 3D-принтера на основе экструзии, и ii) параметров процесса для использования при печати; создание с помощью автоматизированной производственной среды инструкций по печати для печати 3D-объекта с помощью 3D-принтера на основе экструзии в виде серии из нескольких слоев, при этом измененные параметры процесса генерируются как часть инструкций по печати путем модификации полученного процесса параметры для надлежащего подмножества слоев на основе информации, касающейся одной или нескольких геометрических особенностей 3D-модели объекта; и предоставление с помощью автоматизированной производственной среды инструкций печати, содержащих измененные параметры процесса для работы 3D-принтера на основе экструзии для печати объекта. США2024157652 (А1)
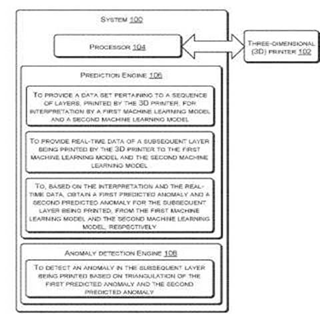
Здесь описаны примеры систем для обнаружения аномалий на основе триангуляции в задании печати, выполняемом трехмерным принтером. В примере данные, относящиеся к набору слоев, напечатанных на основе задания печати 3D-принтера, могут быть предоставлены двум моделям для получения соответствующих прогнозируемых аномалий. После этого полученные прогнозируемые аномалии могут быть триангулированы для обнаружения аномалии в слое, печатаемом 3D-принтером. US2024190067 (А1) [5] Изобретение относится к композиции смолы, содержащей полимерный матирующий агент, который улучшает эстетический внешний вид изделия, полученного с помощью 3D-печати с помощью экструзии материала. Композиция содержит 30-99,9 мас.% термопластичной смолы и 0,1-50 мас.% одного или нескольких сферических или околосферических полимерных матирующих агентов (ПМА), таких как шарики Altuglas Acryperl® от Arkema. Объекты, напечатанные на 3D-принтере из композиции, имеют линии скрытых слоев (так называемые «линии построения») и более однородны по внешнему виду по сравнению с объектом, напечатанным из той же термопластической смолы без ПМА.
США2024157650 (А1)
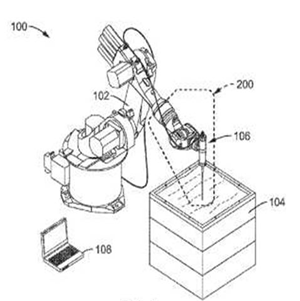
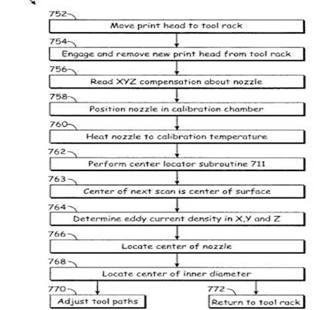
Способ калибровки 3D-принтера включает в себя этапы предоставления информации, полученной при заводской калибровке, указывающей центр внутреннего диаметра отверстия наконечника в металлическом экструзионном сопле и центр поверхности наконечника для сопла, и индуктивное определение сопла с помощью датчик вихревых токов, прикрепленный к печатающей головке на портале или роботизированной руке 3D-принтера, для определения измеренного местоположения центра поверхности кончика сопла. Способ включает определение местоположения центра внутреннего диаметра отверстия наконечника на сопле печатающей головки и использование предоставленной информации для определения местоположения центра внутреннего диаметра отверстия наконечника. США2024157639 (А1)
Узел печатающей головки 3D-принтера содержит держатель печатающей головки и печатающую головку, которая содержит по меньшей мере два печатающих блока, реализованных так, что они взаимно смещены в плоскости печати. Каждая печатная секция состоит из экструдера, устройства подачи нити, охлаждающего механизма и сопла. Печатные секции, расположенные на взаимном расстоянии, приспособлены для одновременной печати в разных взаимно смещенных плоскостях печати. Таким образом, этот узел позволяет печатать в нескольких плоскостях одновременно. Кроме того, объектом изобретения является 3D-принтер с данным узлом. US2024190040 (А1) [6] Настоящее изобретение раскрывает суспензионное сырье для трехмерной, 3D печати на основе экструзии функционально классифицированного изделия и/или для литья изделия под низким давлением при комнатной температуре, способ его изготовления, способ 3D-печать и/или литье на основе экструзии и система для этого. Сырье для суспензии содержит строительный материал, включающий металл, керамику или любую их комбинацию, органическое полимерное связующее, добавку и летучий органический растворитель. Строительный материал, смешанный с добавкой, и органическое полимерное связующее, растворенное летучим органическим растворителем, образуют первую предварительную смесь и вторую предварительную смесь соответственно, которые смешиваются с образованием по существу гомогенной и текучей суспензионной смеси, которую используют для изготовления статьи. US2024190075 (А1) [4] Система 3D-печати, в которой паста используется для заполнения пространства, ограниченного стенкой 3D-печатной формы, использует лезвие для распределения пасты. Система очистки лезвия включает в себя погружную ванну, заполненную жидкостью до уровня жидкости. Вращающиеся щетки частично погружены в жидкость, а при необходимости очистки лезвие располагается между щетками. Щетки вращаются на ноже таким образом, что очищают каждую поверхность ножа, удаляя остатки пасты в жидкость. US2024190066 (А1) [7] Устройство и способ для печати 3D-изделий, включающий электронные и функциональные элементы, включая 3D-принтер и плазменный струйный принтер, на основе диэлектрической барьерной плазменной системы атмосферного давления, в которой можно осуществлять как печать, так и обработку на месте, а также обработку после осаждения для адаптировать характеристики материалов. Плазменный струйный принтер, состоящий из электродов в сопле/печатающей головке для приложения электрического поля и генерации атмосферной плазмы, который можно использовать для негравитационной узконаправленной печати в любом направлении. Интеграция плазменного принтера с диэлектрическим барьером и струй плазменной обработки с 3D-принтером увеличивает возможности внедрения высокопроизводительной электроники в 3D-печатную структуру, что помогает в аддитивном производстве функциональных устройств. Возможность использовать ряд материалов для сборки печатающей головки, включая микрообработанный кремний, увеличивает разрешение плазменного струйного принтера до субмикронного уровня.
США2024160395 (А1)
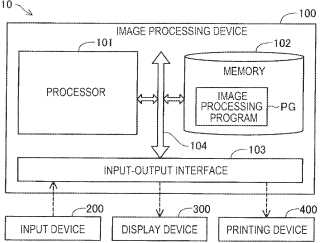
Устройство обработки изображений включает в себя: блок получения данных изображения, который получает данные изображения; блок получения условий печати, который получает условия печати, включая тип носителя печати, на котором печатается изображение; блок получения параметра, который получает параметр текстуры, указывающий текстуру носителя печати; блок преобразования цвета, который выполняет преобразование цвета, соответствующее условию печати, для данных изображения; и блок рендеринга, который выполняет рендеринг, заставляя данные изображения, над которыми выполняется преобразование цвета, соответствовать по меньшей мере одному из лицевой поверхности и задней поверхности 3D-объекта, представляющего форму носителя печати, и заставляя текстуру параметр, соответствующий передней поверхности и задней стороне трехмерного объекта, и, таким образом, генерирует визуализированное изображение, представляющее носитель печати с напечатанным на нем изображением. US2024190775 (А1) [8] Настоящее изобретение предлагает составы смол, которые можно использовать для 3D-печати и термической обработки для производства керамического материала. Настоящее изобретение обеспечивает прямую 3D-печать произвольной формы из прекерамического полимера с последующим преобразованием прекерамического полимера в напечатанный на 3D-принтере керамический композит с потенциально сложными 3D-формами. Раскрыто широкое разнообразие химических составов, и включено несколько экспериментальных примеров для демонстрации практического применения. Например, составы прекерамических смол могут содержать карбосилан, в котором имеется по меньшей мере одна функциональная группа, выбранная из винила, аллила, этинила, незамещенного или замещенного алкила, сложноэфирной группы, амина, гидроксила, простого винилового эфира, сложного винилового эфира, глицидила, простого глицидилового эфира и винилглицидиловый эфир, виниламид, винилтриазин, винилизоцианурат, акрилат, метакрилат, алкилакрилат, алкилметакрилат, фенил, галогенид, тиол, циано, цианат или тиоцианат. Составы смол могут содержать твердофазный наполнитель для обеспечения высокой термической стабильности и механической прочности (например, вязкости разрушения) конечного керамического материала. US2024182635 (А1) [9] Изобретение относится к способу получения частиц полимера полифениленсульфида (ПФС), основанному на использовании полиэфирного полимера (ПЭ), содержащего звенья из компонента дикарбоновой кислоты и диольного компонента, при этом по меньшей мере 2 мол. % диольного компонента представляет собой поли(алкиленгликоль). Этот процесс включает смешивание ППС с ПЭ в расплаве, охлаждение смеси и извлечение частиц путем растворения ПЭ в воде. Настоящее изобретение относится к частицам ППС, полученным из него, и к использованию этих частиц в 3D-печати SLS, покрытиях и упрочнении термореактивных смол. США2024149532 (А1)
Способ изготовления трехмерного (3D) изделия включает использование печатного механизма для изготовления композитной конструкции, включающей трехмерное изделие, соединенное с опорной конструкцией, удаление композитной конструкции из резервуара с жидкостью и отделение внутренней поверхности оболочки. от внешней поверхности изделия отслаивание постепенно разрушает множество прядей. Опорная конструкция включает в себя конформную оболочку, внутренняя поверхность которой повторяет внешнюю поверхность трехмерного изделия с зазором между внутренней поверхностью оболочки и внешней поверхностью изделия, а также множество прядей, которые перекрывают зазор и индивидуально имеют противоположные концы, которые соединены с внутренней поверхностью оболочки и внешней поверхностью изделия для поддержания зазора, при этом зазор заполняется фотоотверждаемыми жидкими чернилами.
США2024139022 (А1)
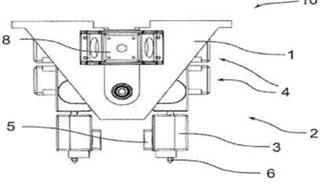
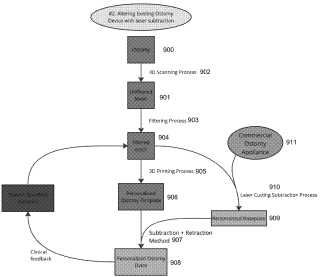
Персонализированное приспособление для стомы, включающее опорную пластину, использующее трехмерное («3D») сканирование, компьютерное моделирование и технологию 3D-печати, чтобы дать пациентам возможность улучшить качество жизни и уменьшить осложнения после стомы. В вариантах осуществления в этом процессе используется технология 3D-сканирования для создания необработанной перистомальной сетки. В вариантах реализации эта сетка фильтруется с использованием алгоритма сглаживания и сращивания с заданными пациентом предпочтительными переменными. В некоторых вариантах реализации эту персонализированную фильтрованную сетку затем используют в субтрактивном производственном процессе, включая применение лазерного резака или лезвия пресса, для изменения опорной пластины стомы. Персонализированную сетку с фильтром можно также использовать для 3D-печати индивидуального шаблона стомы, который улучшает прилегание базовой пластины с помощью метода ретракции. Этот процесс можно применять для ухода за ранами с помощью вакуумной терапии отрицательным давлением и систем управления фистулами, в которых создается вакуум или опорная пластина мешка для улучшения прилегания и заживления. США2024140042 (А1)
Устройство и способ 3D-печати печатают частичную часть и продолжают печатать эту часть после того, как частично напечатанная часть была повернута. Каждая частичная операция печати может включать усиление посредством нанесения одного или нескольких слоев непрерывного волокна. Вращение и непрерывная печать частично напечатанной детали позволяет ориентировать волокна в разных ориентациях напечатанной детали.
WO2024086372 (А1)
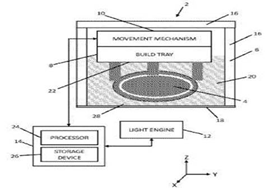
Система и способ регулировки стоматологического аппарата путем модификации соответствующей цифровой модели стоматологического аппарата. Система включает в себя систему аддитивного производства (например, систему 3D-принтера) и программное обеспечение контроллера. Система предназначена для (i) 3D-печати стоматологического аппарата с использованием исходной цифровой модели стоматологического аппарата, (ii) определения любых частей напечатанного стоматологического аппарата, которые могут потребовать модификации, (iii) автоматической настройки цифровой модели аппарата путем выполнения смещения пикселей. реализовать модификацию и (iv) перепечатать устройство с использованием модифицированной цифровой модели. США2024131800 (А1)
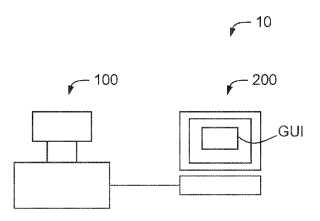
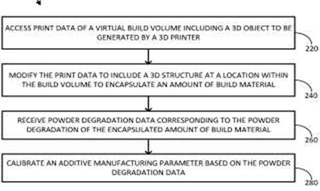
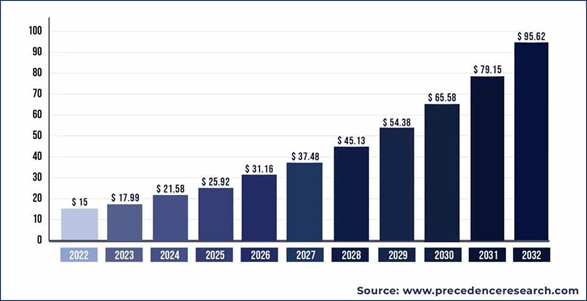
Здесь раскрыто вычислительное устройство, содержащее контроллер. Контроллер предназначен для доступа к данным печати виртуального объема сборки, включая 3D-объект, который должен быть создан 3D-принтером; изменить данные печати, включив в них трехмерную структуру в определенном месте внутри объема сборки, чтобы инкапсулировать определенное количество строительного материала; получать данные о разложении порошка, соответствующие разложению порошка инкапсулированного количества строительного материала; и откалибровать параметр аддитивного производства на основе данных о деградации порошка. США2024126233 (А1) Система послойной трехмерной (3D) печати 3D-печатного объекта. Система включает в себя компонент печати, выполненный с возможностью печати множества слоев для формирования 3D-печатного объекта, компонент модификации поверхности, выполненный с возможностью взаимодействия с компонентом печати и выполненный с возможностью применения соответствующей степени шероховатости поверхности, по меньшей мере, к одному из множество слоев после печати, и контроллер, сконфигурированный для идентификации параметров каждого из по меньшей мере одного из множества слоев и сконфигурированный для управления работой печатающего компонента и компонента модификации поверхности, при этом параметры включают в себя соответствующую степень поверхности шероховатость. Аддитивное производство: тренды и прогнозыНесмотря на скромное число выпущенных новых продуктов, низкие цены на акции OEM‑производителей, несколько заметных слияний компаний и вялую экономическую динамику, влияющую на расходы, ожидается, что рынок аддитивного производства вырастет. И, что более важно, интерес к 3D‑печати и ее применение никогда не были на таком высоком уровне. Чтобы лучше понять эту двойственность и предсказать, как она проявит себя в 2025 году, один из наиболее влиятельных медиаресурсов в сфере аддитивного производства All3DP обратился к собственному пулу отраслевых экспертов. В их число входят топ‑менеджеры и представители компаний, производящих и продающих 3D‑принтеры и материалы, консультанты, научные сотрудники, руководители центров быстрого прототипирования, инженеры и конечные пользователи.
Рис. 14. Рост рынка 3D‑печати в 2022‑2032 гг, млрд $
В 2024 году не было недостатка в горячих темах, начиная со слияний и заканчивая ИИ, распределенным производством и устойчивым развитием. Экспертный совет All3DP выбрал самые важные темы, которые обсуждались в 2024 году и будут обсуждаться в 2025‑м. Искусственный интеллект – это завтрашний день, а программное обеспечение – сегодняшний, считают эксперты. В конечном счете машинное обучение сделает проектирование деталей для 3D‑печати намного более простым и доступным для людей, не обладающих продвинутыми инженерными навыками. Ускорение и удешевление процессов с участием ИИ приведут к коренным изменениям в отрасли.
Рис. 15. Используя промты ПО для машинного проектирования с искусственным интеллектом, дизайнер Ник Ли разработал концепцию «пузырчатой» обуви, создаваемой с помощью 3D‑печати © Nik Lee ИИ способен оказать существенную помощь в проектировании унифицированных деталей для аддитивного производства. Программное обеспечение, позволяющее создавать изделия с помощью нескольких слайдеров и нескольких очередей устных или письменных сообщений, может сократить время проектирования на 90%. «Думаю, что ИИ и подготовка данных начнут использоваться на рынке в 2024 году, – говорит Дуглас Кроне из компании Dynamism, – и не только в верхнем промышленном сегменте рынка, но и рядовыми потребителями». Говоря о существующей нехватке интуитивно понятного программного обеспечения для проектирования, Кристин Малхэрин (Hubbell/Women in 3D Printing) подчеркивает потенциал широкого распространения 3D‑принтеров на потребительском уровне при появлении более удобного для пользователя решения: «Если компания-разработчик ПО сможет выпустить какой‑то более простой продукт для проектировщиков, это вызовет огромный всплеск интереса к 3D‑печати». По мнению участников экспертного совета, более насущной потребностью в сфере ПО является технологический софт – инструменты, облегчающие сквозной рабочий процесс аддитивного производства. С более интегрированным программным обеспечением, позволяющим сделать технологическую цепочку наиболее полной (проектирование, печать, постобработка, сертификация, автоматизация), аддитивное производство станет на один уровень с другими производственными технологиями.
Материалы станут более весомой причиной выбора 3D‑печати
Рис. 16. Примеры 3D‑печати нержавеющей сталью © All3DP Разработка материалов была одним из позитивных трендов в 2023 году. Здесь можно отметить расширение ассортимента доступных полимеров, появление новых специальных фотополимерных смол для медицины и стоматологии, а также экологические инновации в области полимерных и металлических порошков. «Мой прогноз: процесс циркуляции и управления порошком будет переосмыслен, что даст доступ к большему количеству расходных материалов, – отмечает Джон Барнс из The Barnes Global Advisors, который также является генеральным директором компании Metal Powder Works, производящей металлические порошки. – Новые изобретения в области производства порошков ставят под сомнение то, как мы вообще проектируем 3D‑принтеры». Брайан Александер (Syensqo) рад дальнейшему росту рынка гранулированных материалов. «Гранулы в 3D‑печати со временем вытеснят филаменты, и в 2023 году появилось много новых FGF- и PBAM‑принтеров». Он предупреждает, что для внедрения высокоэффективных полимеров в гранулах потребуется время, но определенные уроки уже были извлечены из опыта производства филаментов. «Перед поставщиками материалов, такими как Syensqo, стоит задача адаптировать свои материалы к принтерам, печатающим гранулами, а в конечном итоге перейти на крупноформатное аддитивное производство, разработав материалы с большими диапазонами параметров обработки и меньшим короблением».
Рис. 17. Загляните внутрь плазменного атомайзера компании AP&C (GE Additive), которая производит металлические порошки для 3D-принтеров © GE Additive Устойчивое развитие актуально как никогда ! Подчеркивая важность устойчивого развития, Дуглас Кроне указывает на его важность как для экологически сознательных потребителей, так и для компаний из списка Fortune 1000, ставящих перед собой масштабные задачи по снижению выбросов углекислого газа и достижению устойчивого развития.
Рис. 18. Источник материалов, будь то рыболовные сети из переработанных полимеров или снятые с эксплуатации военные автомобили, является важной частью истории устойчивого развития 3D‑печати © ReFlow/WASP По словам эксперта, акцент на устойчивости проявляется двумя различными способами. «Во‑первых, компании действительно стараются выбирать более экологичные варианты, когда это возможно, чтобы снизить углеродный след. Во‑вторых, хотя устойчивое развитие – это маркетинговое словечко, которое компании любят упоминать, оно заставляет их действовать в правильном направлении». Однако во времена больших колебаний и экономических ограничений такие цели, как устойчивое развитие, могут отойти на второй план. Впрочем, если это и произойдет, то ненадолго. Среда и менталитет, в которых воспитывается новое поколение инженеров аддитивного производства, в значительной степени ориентированы на устойчивое развитие. «У нас в университете устойчивое развитие занимает центральное место в работе, – говорит Карл Дайвер, директор центра PrintCity в Городском университете Манчестера. – Мы не просто говорим об устойчивом развитии, мы реализуем его на деле, последовательно на протяжении последних десяти лет, начиная с финансируемых правительством исследовательских проектов экоустойчивости и заканчивая производством собственных филаментов из переработанных кофейных капсул и пластиковых бутылок».
Перспективы аддитивного производства – уверенность и оптимизм Нельзя отрицать, что в 2023 году мнение Уолл‑стрит о рынке 3D‑печати было неутешительным: в отрасли не произошло значительных технологических прорывов, а рост продаж большинства OEM‑производителей в аддитивной сфере был ниже запланированного. Однако, как отмечает Кроне, «также верно и то, что люди, использующие 3D‑принтеры на повседневной основе, все больше полагаются на аддитивные технологии... Применение 3D‑печати достигло высокого уровня и, очевидно, будет расти…».
Рис. 19. Ферма 3D‑печати компании Gantri в Калифорнии, производящей кастомизированные светильники © Gantri
Рис. 20. 3D‑печать обуви – один из популярных трендов. По часовой стрелке: Decathlon с HP, Pangaia с Zellerfeld, Dior с HP, Adidas с Carbon После некоторого застоя в производстве нового оборудования в 2023 году эксперты ожидают изменения ситуации в 2024‑м. Перемены могут сосредоточиться вокруг рынка просьюмерских настольных принтеров (то есть устройств, в создание которых вовлечены сами пользователи). По мере того как аддитивное производство продолжает развиваться, крупные производители видят в нем потенциал и выходят на рынок. Консолидация производителей оборудования неизбежна по мере созревания рынка, считают эксперты, а наиболее инновационные компании, занимающиеся разработкой программного обеспечения, будут приобретены и ассимилированы в экосистемах аддитивного производства.
Заключение
Сегодня, благодаря 3D-моделированию в компьютерах и печатном оборудовании, проводятся исследования с непосредственным применением 3DP в различных областях, таких как строительство, дизайн, машиностроение, биология, медицина, продукты питания и многое другое. Во все области творчества 3D-технология также входит как технология, обеспечивающая эффективность и дешевизну, но также добавляющая возможности, которых раньше не было. Эксперты согласны не только с тем, что бизнес растет и развивается, но и с тем, что неуклонно увеличиваются продажи потребительских 3D‑принтеров и появляются все новые вузовские программы, посвященные аддитивному производству и передовым технологиям. Каждый год на рынок труда выходит целый класс инженеров. Но для них 3D‑печать является родным языком – их научно-техническое образование, проекты и критическое мышление в значительной степени испытывают влияние аддитивных технологий. Карл Дайвер из Городского университета Манчестера каждый день встречается с этими инженерами нового поколения. Он утверждает, что их интерес и уверенность в успешной карьере в 3D‑индустрии никогда не были столь высоки. Дайвер говорит, что компании, с которыми он работает в PrintCity, и тип предлагаемых программ изменились, поскольку восприятие аддитивных технологий уже выходит за рамки прототипирования. «Всё больше предприятий верят, что 3D‑печать – это инструмент, который при правильном использовании поможет реально оптимизировать производственные процессы. Так что я настроен весьма позитивно». Однако, пока рано говорить о том, сможет ли 3DP полностью заменить все существующие методы. На данный момент необходимо исследовать и развивать методы. Существует множество причин, в том числе экономических, для разработки методов 3DP. Одним из преимуществ 3DP является возможность создавать сложные 3D-геометрии с высокой точностью с минимальными затратами времени и вмешательства человека. Комментарии:Пока комментариев нет. Станьте первым! |