Степени СВОБОДЫ Ума. Урок ПОНИМАНИЯ 3.
Просмотров: 2067
Вы пока не авторизованы на сайте.
Войдите на сайт или зарегистрируйтесь, чтобы добавлять свои материалы на сайт.
Исследование поверхностного дефекта напыления хрома на стекле с помощью сканирующей туннельной микроскопии Сырицкий А. Б.,
Сканирующая зондовая микроскопия (СЗМ) - один из мощных современных методов исследования морфологии и локальных свойств поверхности твердого тела с высоким пространственным разрешением. За последние 10 лет сканирующая зондовая микроскопия превратилась из экзотической методики, доступной лишь ограниченному числу исследовательских групп, в широко распространенный и успешно применяемый инструмент для исследования свойств поверхности и измерения топографии ее поверхности. В данной работе будут освещены результаты исследований на сканирующем туннельном микроскопе.
Перед началом исследований была поставлена задача проанализировать возможности сканирующего зондового микроскопа НТК «Умка-02Е» в области обнаружения и изучения дефектов на поверхности проводящих материалов. Предметом исследования был выбран образец напыления хрома на подложку из стекла. Измерение топографии поверхности проводились по методу постоянного тока с помощью кусанного платиноиридиевого зонда. Метод постоянного тока предполагает поддержание в процессе сканирования постоянной величины туннельного тока с помощью системы обратной связи. При этом вертикальное смещение сканера (сигнал обратной связи) отражает рельеф поверхности. По сравнению со вторым возможным методом, а именно методом постоянной высоты, использованный метод обеспечивает лучшее воспроизведение поверхности, вследствие чего и был выбран для проведения измерений. Добавим, что при сканировании поверхности использовались следующие параметры:
Рисунок 1. Полученный скан. А – Область с предполагаемым дефектом
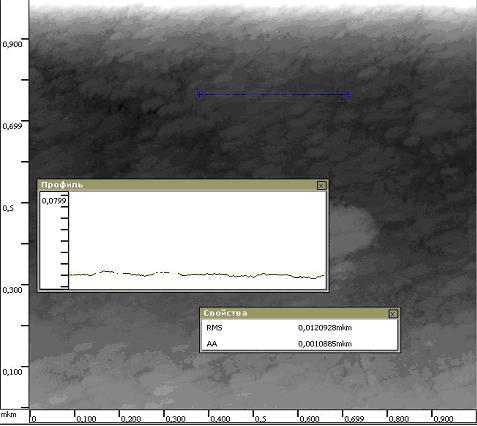
На полученном изображении поверхности можно отметить область А, выделяющуюся своим рельефом на фоне остальной поверхности. Было предположено, что это поверхностный микродефект напыления. Для подтверждения этого были проведены исследования с помощью стандартных инструментов программного обеспечения микроскопа. Результаты приведены на рисунках 2 и 3.
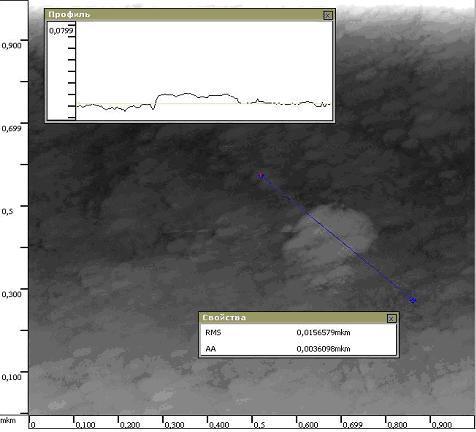
На рисунке 2 видны результаты измерения профиля поверхности в зоне без дефектов, а на рисунке 3 в зоне дефекта. На рисунке 3 в центре профилограммы видно резкое изменение профиля поверхности, указывающее на наличие дефекта в этом месте. Это доказывает предположение о том, что рассматриваемый участок поверхности является микродефектом. С помощью стандартных инструментов программного обеспечения можно измерить ряд параметров топографии поверхности, связанных с наличием дефекта. Например: среднеквадратичное действующее значение профиля поверхности, измеренного вне зоны дефекта составляет ≈0,012 мкм, а среднеквадратичное действующее значение профиля поверхности, включающей в себя зону дефекта составляет ≈0,016 мкм.
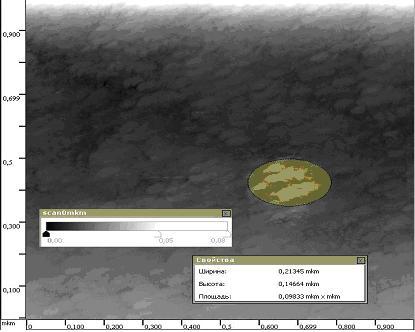
В зависимости от области применения данной поверхности необходимо оценить годность участка с данным дефектом. Главными показателями при этом являются длина, ширина, высота и площадь дефекта. Данные параметры также могут быть измерены с помощью стандартных инструментов программного обеспечения микроскопа( рисунок 4). При этом форму дефекта можно аппроксимировать двумя фигурами: прямоугольником и эллипсом – в зависимости от формы микронеровности. Для рассматриваемого дефекта была выбрана для аппроксимации форма эллипса и получены следующие результаты: ширина микродефекта по оси Y=213,45 нм, длина по оси Х=146,64 нм, высота по оси Z≈10 нм, площадь поверхности, ограниченной аппроксимирующим эллипсом = 0,09833 мкм2 .
Также для оценки свойств топографии поверхности микродефекта предлагается использовать 3D визуализацию его поверхности. Программное обеспечение сканирующего туннельного микроскопа НТК «Умка-02Е» позволяет провести 3D визуализацию поверхности тремя способами: без фильтрации шумов, с фильтрацией шумов усреднением и с фильтрацией шумов медианной фильтрацией. Сравним эти методы на примере нашего дефекта(рисунки 5,6,7).
Анализируя качество и отчетливость полученных изображений, можно утверждать, что при использовании метода медианной фильтрации визуальная оценка полученной 3D модели будет произведена точнее, чем при использовании других двух методов. Также для повышения объективности оценки трехмерной визуализации объекта предусмотрена возможность передвижения и поворота модели относительно осей X,Y и Z, то есть дефект можно рассмотреть со всех сторон. Данные возможности не отражены на рисунках 5,6,7; на рисунках представлено изображение модели в фиксированном положении и с одной и той же точки на всех рисунках.
Так как хром является самым твердым металлом из чистых металлов (без примесей), напыления хрома на различные поверхности представляет большой интерес в частности в области нанотрибологии и смежных с ней областях. С точки зрения нанометрологии возникает необходимость оценки погрешностей, самой существенной из которых представляется погрешность, связанная с качеством заготовки зонда, при помощи которого производится сканирование. Элементы исследуемой поверхности, которые меньше диаметра площадки острия зонда, через которую туннельный ток попадает на сканируемую поверхность (так называемое «пятно проводимости»), воспроизводятся с искажениями, как бы осредняются с соседними областями. Возникает необходимость оценки формы и размеров иглы. Собственная же погрешность прибора не превышает 1 Å.
Опираясь на приведенные выше результаты исследований, можно сделать вывод о том, что сканирующий туннельный микроскоп весьма эффективен в качестве прибора контроля качества напылений проводящих металлов. С его помощью возможно получение изображений исследуемой поверхности с высоким разрешением и их обработка, причем это возможно как в режиме 2D отображения информации о топологии поверхности, так и в режиме 3D модели поверхности. По результатам анализа полученных с помощью сканирующего туннельного микроскопа данных в зависимости от требований к поверхности можно провести оценку годности исследуемого образца, а также сделать выводы о возможных причинах возникновения дефекта, опираясь на данные, полученные при изучении трехмерной модели.
Комментарии:Пока комментариев нет. Станьте первым! |